Feedwater tank and deaeration
Feedwater tank and deaeration
Media
Manufacturers
Technical specifications
Others: manufactured custom-tailored
Other names: feedwater tank, deaeration dome
What is Feedwater Deaeration?
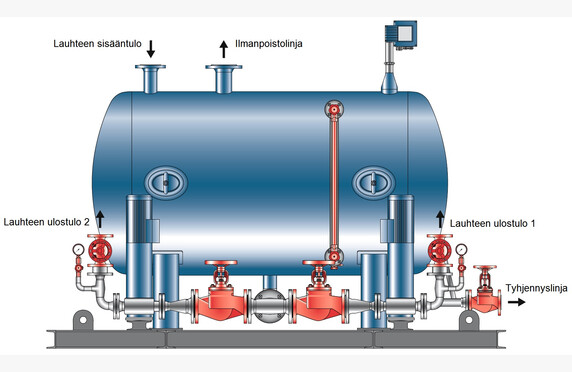
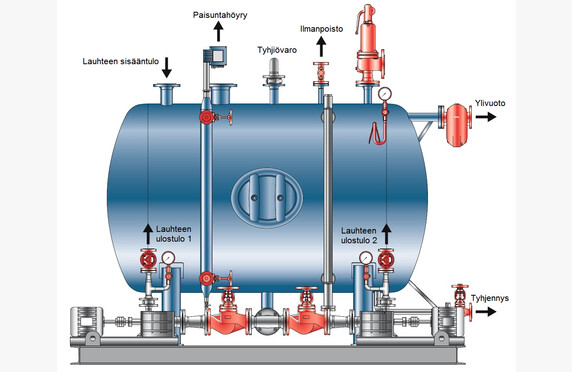
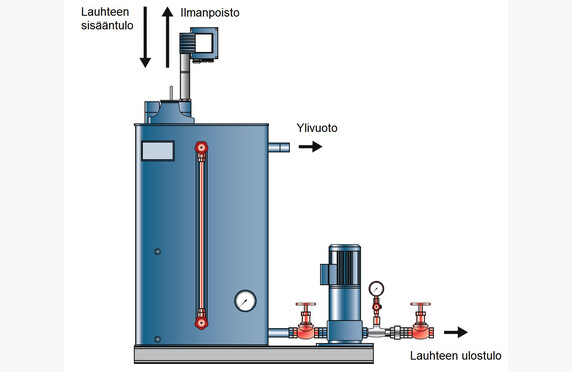
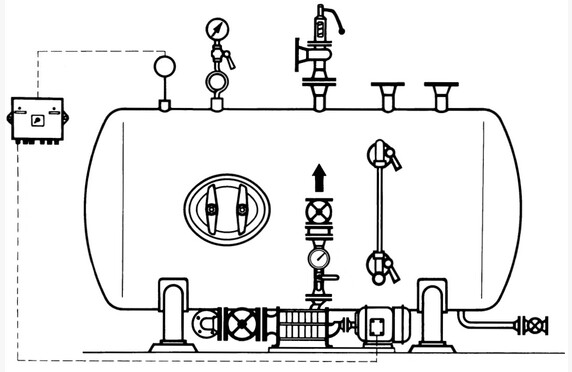
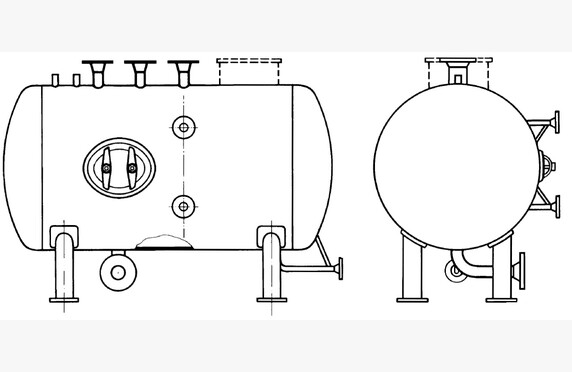
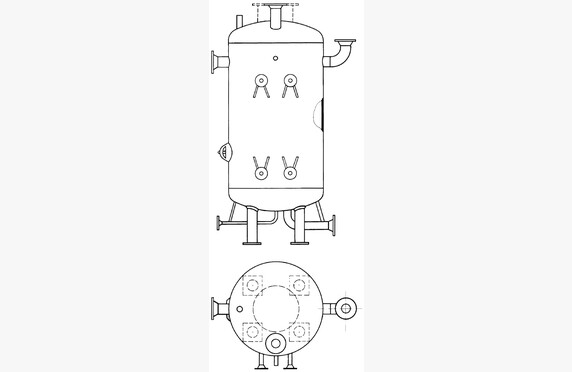
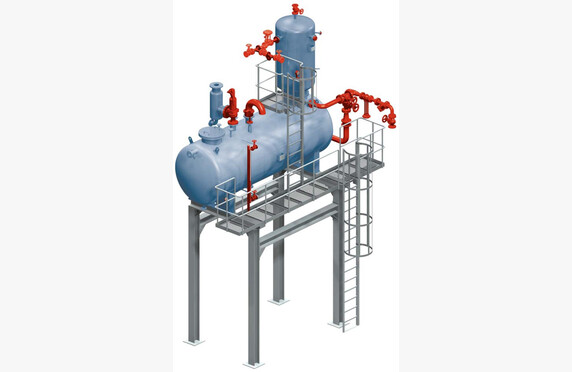
The feedwater deaeration system consists of a feedwater tank and an air removal plenum. The purpose of the device is to remove non-condensable gases dissolved in the process medium, such as oxygen and carbon dioxide.
The boiler water must be free from scaling components to prevent scale formation on the heating surfaces. The presence of undissolved oxygen or carbon dioxide causes severe corrosion damage to the boiler’s heating surfaces. The feedwater deaeration system is always designed according to the customer’s needs and process requirements, and it meets the general thermodynamic requirements for optimal performance.
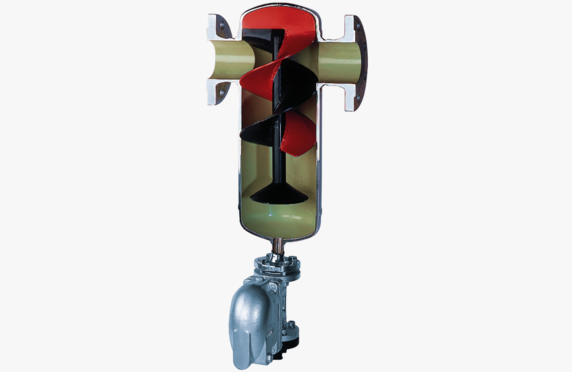
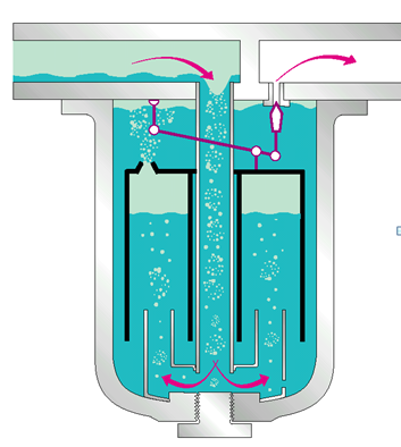
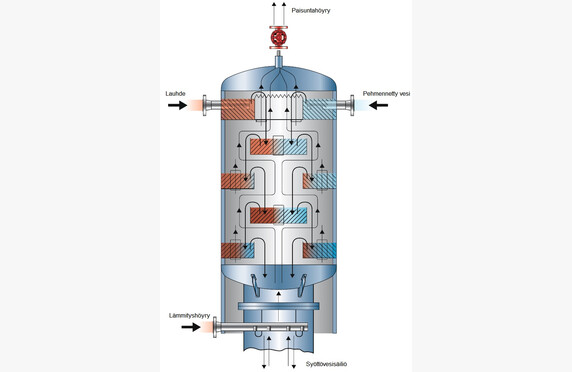
To achieve optimal deaeration, make-up water and return condensate are directed into a compartmentalized air removal plenum to maximize liquid splashing. The heating steam is introduced into the air removal plenum from below. After deaeration, the make-up water and condensate flow directly into the feedwater tank connected by a flange to the deaerator. The feedwater is heated in the tank using steam nozzles up to 107 °C.
The solubility of gases in water is described by “Henry’s Law”, according to which the solubility decreases when the partial pressure of the gas above the solution decreases. In practice, this means that the solubility of gases in water diminishes as the temperature rises and approaches the saturation temperature.
In the deaerator, the make-up water and return condensate are divided into several compartments where they are in direct contact with the heating steam. This process reduces the solubility of oxygen and carbon dioxide and removes them from the feedwater. The released gases rise to the top of the tank, from where they are directed through the air removal plenum into the ventilation system.
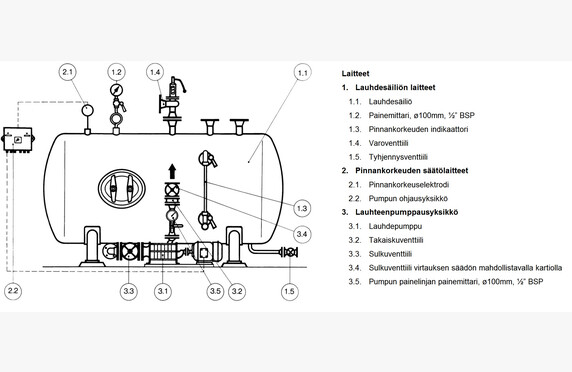
For maintaining the water temperature in the feedwater tank, we recommend using a temperature-controlled valve, and for maintaining the gas space pressure, a pressure-controlled valve. With liquid process fluids, it is important to determine the pump’s available suction head (NPSH, Net Positive Suction Head) to prevent cavitation. The pressure of the liquid inside the pump must always remain above the prevailing boiling point. NPSH is pump-dependent.
Installation of the system reduces the water oxygen content by 0.02 mg/l.
Selection of Feedwater Tank and Deaeration System
We assist in selecting the solution that meets the requirements of your application. Contact our representatives for more information.
Download Brochures

GESTRA Feedwater Deaerating Plant Deaerating Dome NDR and Feedwater Tank SW
Lataa PDF