Condensate lifters
Condensate lifters


Media
Manufacturers
Technical specifications
Details: customized according to the pumping capacity
Other: also for Atex areas
Other names: condensate lifter
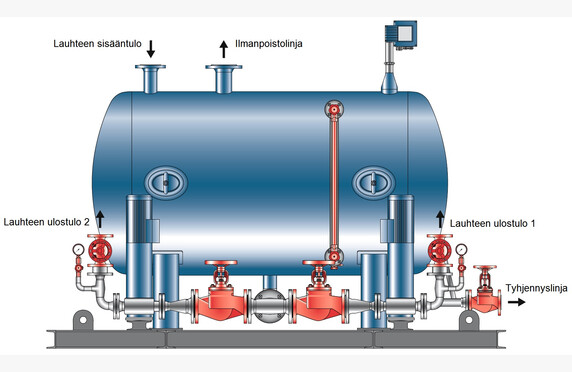
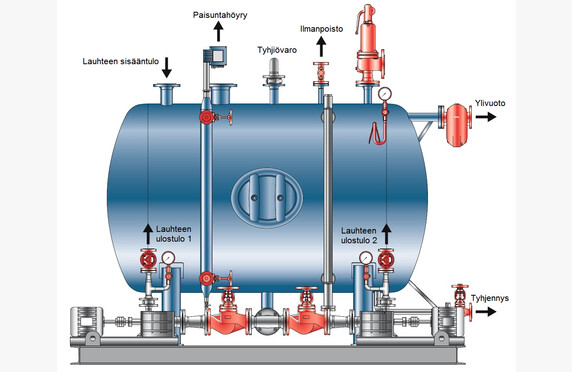
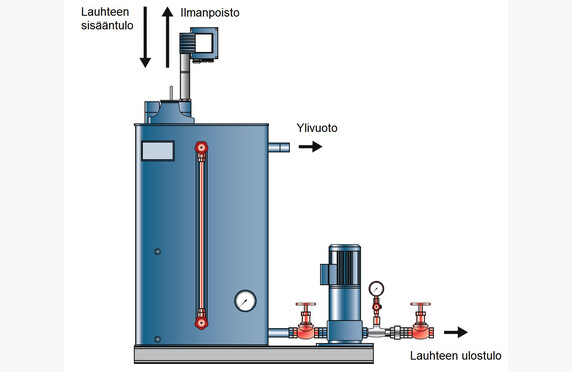
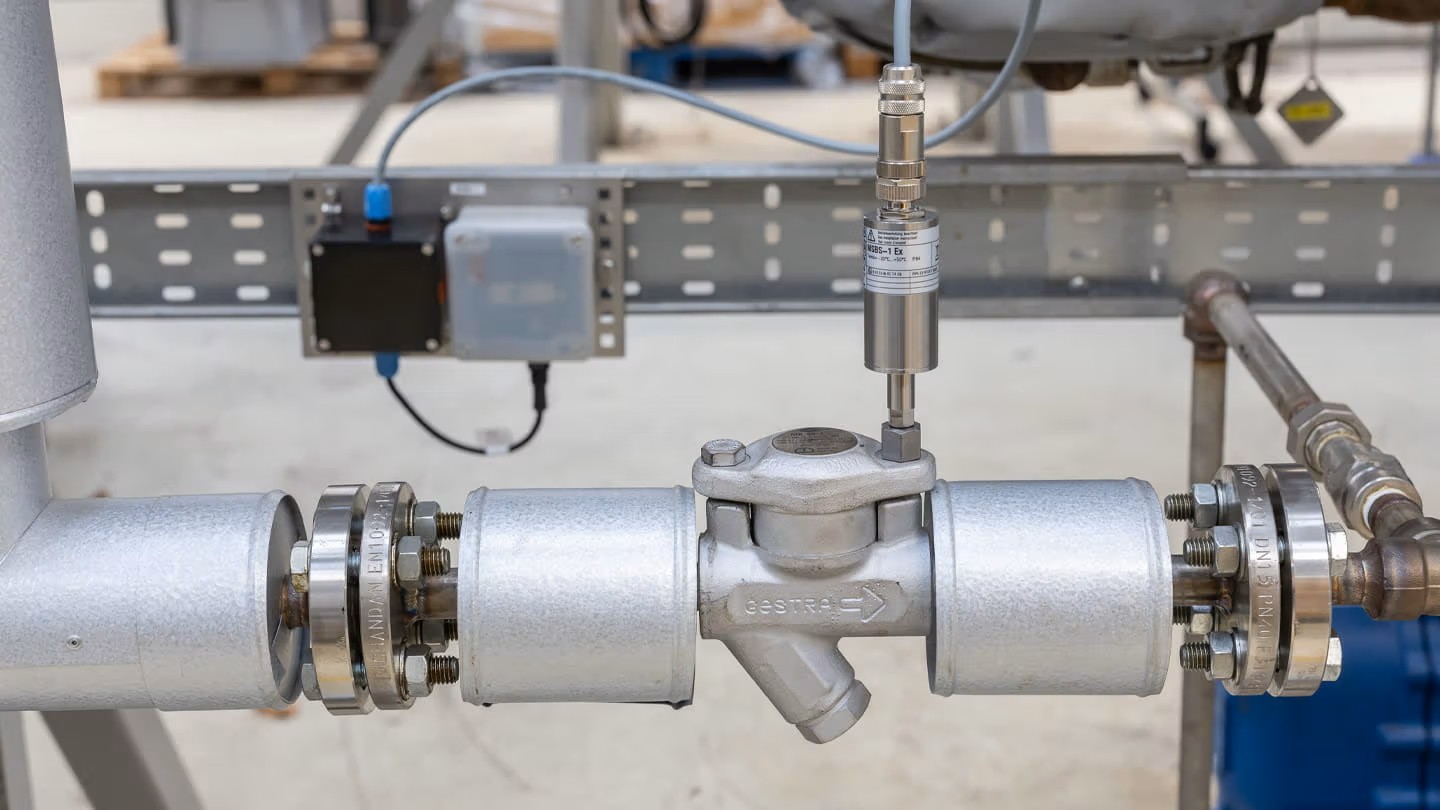
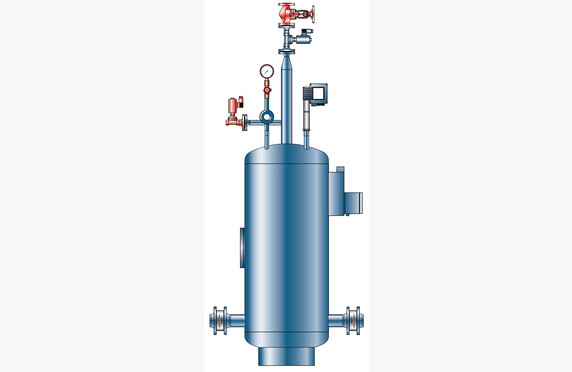
What is a condensate lifter?
Condensate systems should in principle always be designed to be downward flowing. However, this is not always possible, and during condensate removal the condensate must sometimes be lifted upward. A rising condensate line is not inherently a problem as long as the line has sufficient pressure to overcome the condensate system pressure combined with hydrostatic back pressure. Problems typically arise in situations where the system’s inlet pressure drops, for example, when a control valve closes. In such cases, the pipeline remains waterlogged, inevitably leading to water hammer in the system. As its name implies, the condensate lifter helps to lift condensate in rising condensate lines.
Choosing the condensate lifter
We help you choose the appropriate model based on application and capacity.
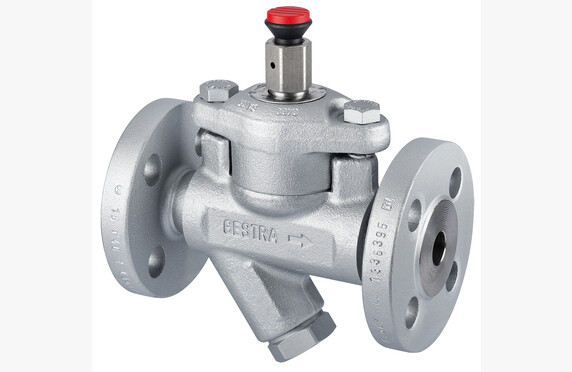
GESTRA offers several solutions for lifting condensate, and the choice among them is based, among other factors, on the amount of condensate as well as the desired lifting height.
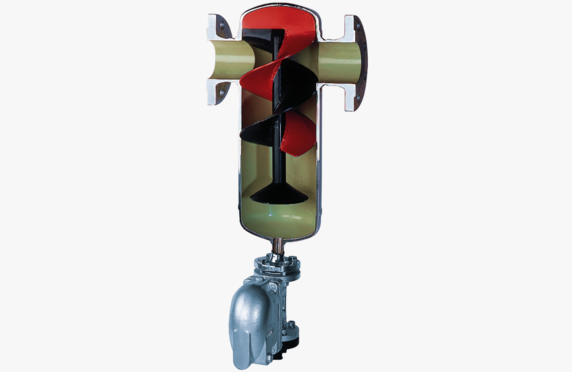
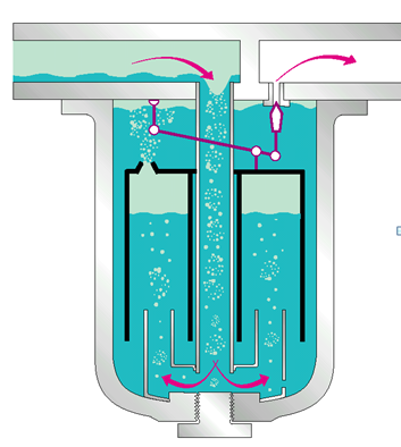
If the amount of condensate and lifting height are relatively small, excellent alternatives are the self-priming ED condensate lifter or the compact steam-assisted condensate lifter combination UNA 25-PS. Alternatively, a condensate removal/condensate lifter combination UNA 25-PK could be used, in which case a separate condensate remover is not required.
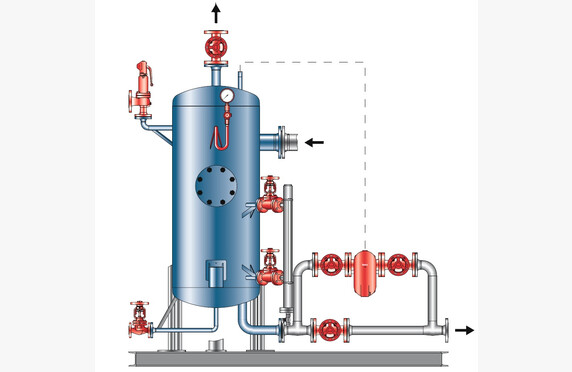
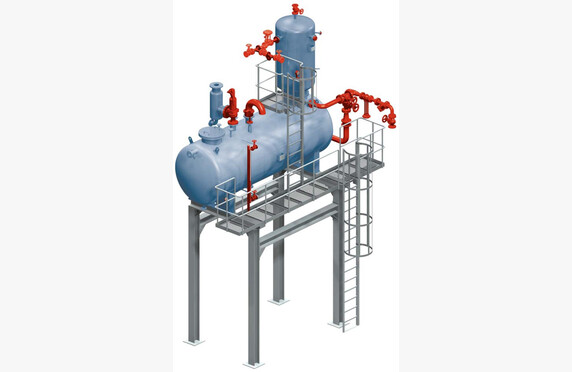
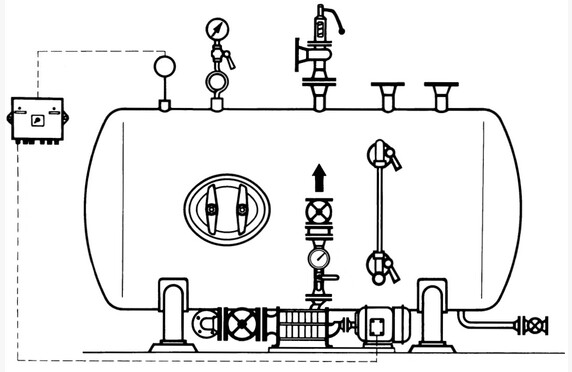
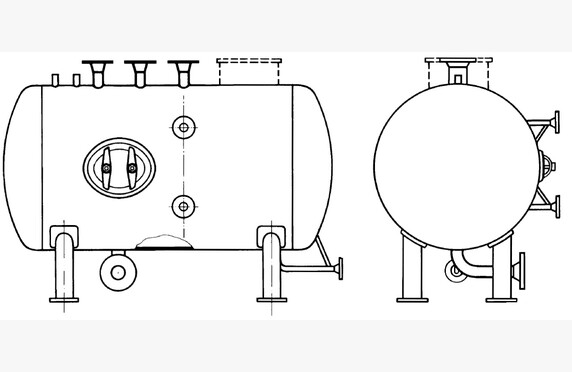
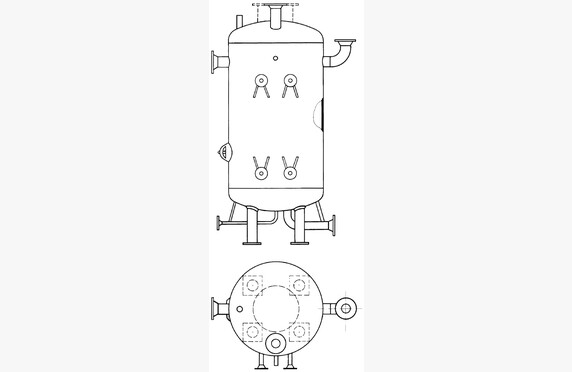
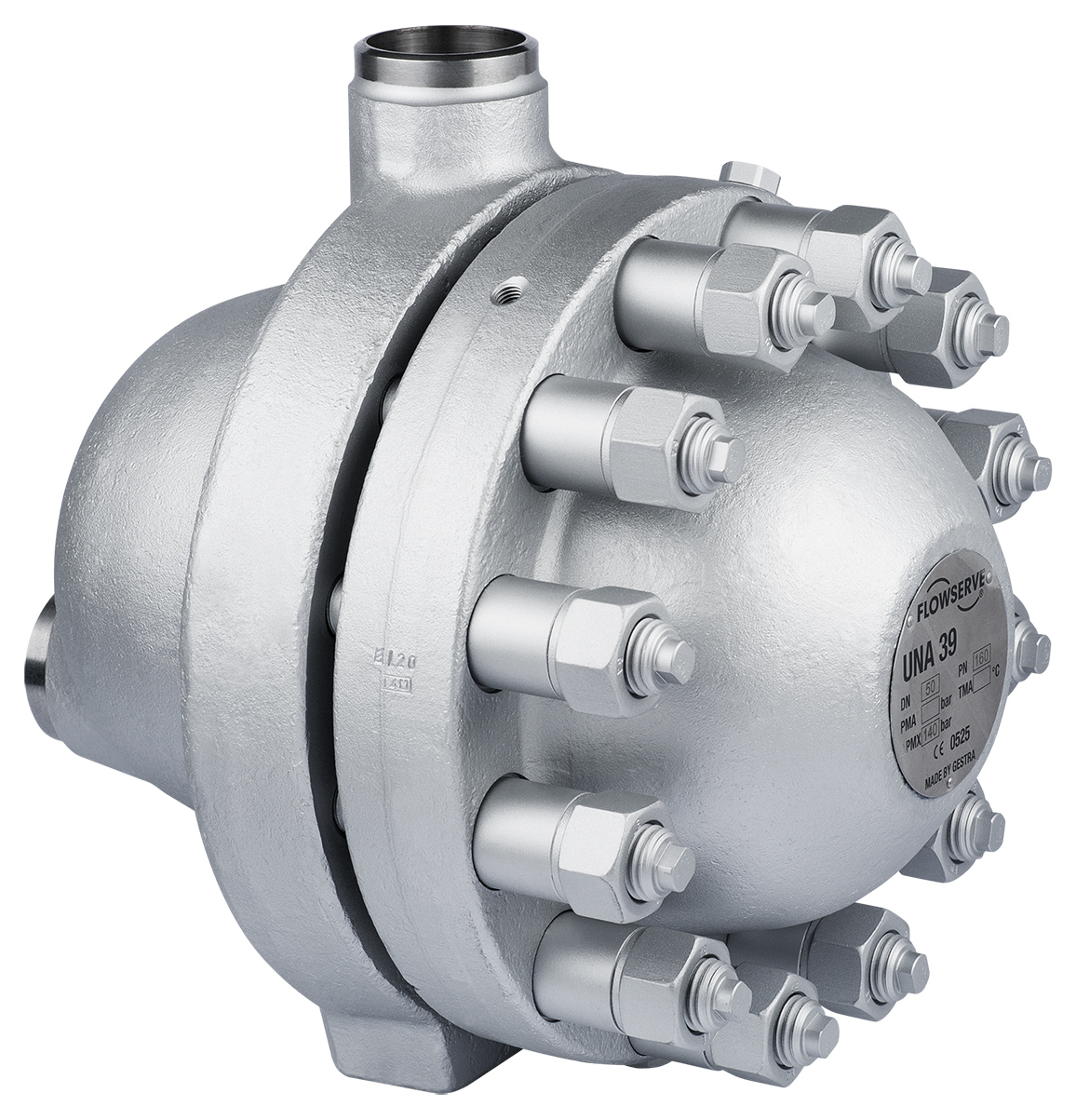
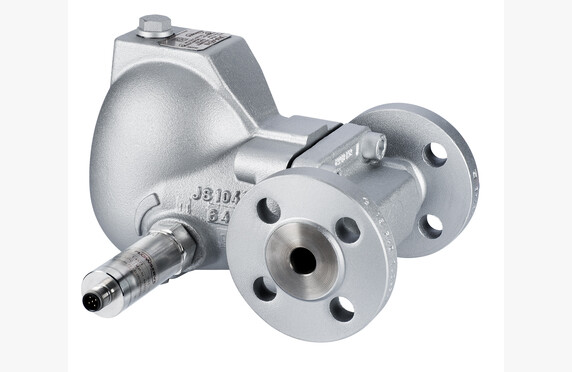
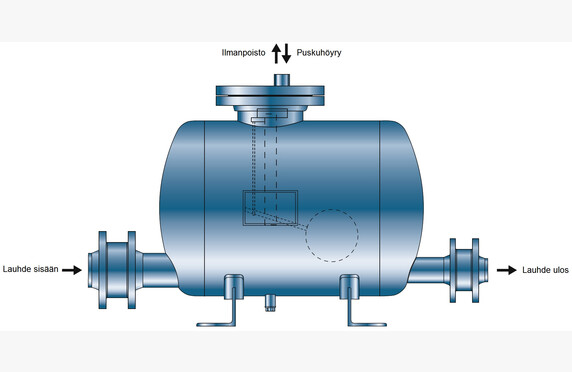
When the amount of condensate is larger, we recommend the steam-assisted self-priming FPS or KH condensate lifter. The FPS condensate lifter operates based on buoyancy technology and is also suitable for Atex areas. In contrast, the KH operates based on sensor technology and its capacity is essentially unlimited.
Download Brochures

GESTRA UNA25-PK Pump Trap, UNA25-PS Condensate Lifter
Lataa PDF
GESTRA FPS23 Steam-Powered Condensate-Return Unit
Lataa PDF
GESTRA KH Steam-Powered Condensate-Return Unit
Lataa PDF
GESTRA ED Condensate Dampening Pot
Lataa PDF
GESTRA FPS14 Steam-Powered Condensate-Return Uni
Lataa PDF
ARI-Armaturen CONLIFT Float-operated condensate pump
Lataa PDF