Size ranges: DN 25 (1”) – DN 250 (10”) Pressure classes: max. PN 40 Maximum allowed pressure: 40 Barg Temperature range: +5 °C…+20 °C, extreme temperatures -25/+50°C Temperature sensors: PT1000/PT100 Power supply: 230 Vac or 24 Vac Connections: flange connection Others: ON-OFF system with control feature, PED 97/23/CE, approved for use in oxygen service, pneumatic valves Other designations: cold protection system
What is a Cold Protection System?
The cold protection prevents the cold from penetrating to the warm side after the evaporator. It can also control the gas flow and/or temperature. For tanks over 5 tonnes, cold protection is mandatory. The system may include:
One or more automatic on/off shut-off valves
Possibly a control valve
Two or more temperature sensors
If necessary, also SIL/TET classification*
*In English, SIL (safety integrity level); in Finnish, TET (integrity level of safety) describes the likelihood of failure.
Selection of the Cold Protection System
The CP 8000-REG system monitors and controls the process gas temperature and flow. The system consists of a control panel, a shut-off and control valve, two solenoid valves, several temperature sensors, and a pressure control valve. A simpler model is also available, in which a second shut-off valve replaces the control valve.
The system is installed in conjunction with the cryogenic gasification (cold box). Its primary purpose is to ensure that the cold remains on the cold side. Additionally, it regulates temperature and flow. If the temperature in the line drops below the permitted setpoint, the system first issues an alarm. If the temperature continues to fall past a second setpoint, the system shuts down the line. The system has PED 97/23/EC approval.
Water syphons protect pressure gauges so that, for example, hot steam from a steam pipeline does not reach the pressure gauge directly; the pressure is transmitted through the liquid within the water lock pipe.
Choosing a water syphon
The most common water syphon model is a steel or acid-resistant “pig trough”, where the pipe forms a complete 360° loop while the water cushion remains inside the water lock. Another model is a water syphon with a 90° angle.
We help you select the water syphon that meets the requirements of your application. Ask our contacts for more details.
Size classes: DN 50-200 Materials: 1.0619, 1.4404 Connection heads: flanges ANSI or EN Other names: internal tank safety valve
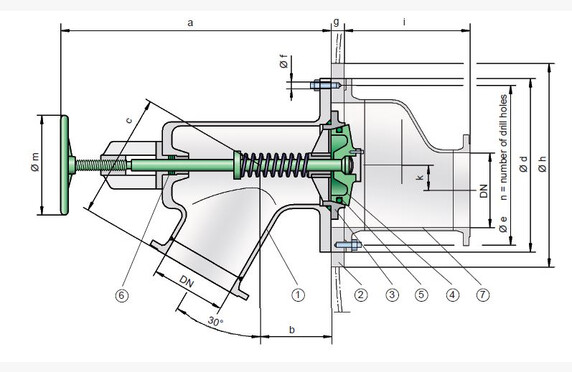
What is an internal tank safety valves?
In-tank safety valves allow control of the medium outflow from the storage tank. Such valves are used as flank valves in cryogenic medium tanks. The operation is based on the plug-shaped shutoff mechanism in the valve, which is located inside the tank. The plug’s sealing surface is passed through and secured with an O-ring to achieve excellent tightness. In normal operation, the valve is in the open position, allowing the medium to flow out of the tank. The flow is then controlled by a gliding valve installed in the pipeline. In the event of faults or during repair work on the gliding valve, the plug valve located inside the tank is closed.
Selection of an internal tank safety valves
The PROTEGO SI/FI valve closes from inside the tank, so leakage will not occur if the shutoff mechanisms located outside the tank were to be damaged. The valves can also be serviced, as only the mounting flange is welded to the tank. The external parts of the valve can be replaced without emptying the tank.
We assist in the selection and sizing of a safety valve that meets the requirements of the application.
Pressure classes: from a few millibars to over 5 000 bars Materials: nickel, RST/HST, hastelloy, inconel, monel, tantalite, titanium, silver, gold, graphite, etc. Other names: rupture disc, rupture membrane, explosive disc, rupture disc, bursting disc
What is a Rupture Disc
Rupture discs (Rupture / Bursting Discs) are also called rupture discs, rupture membranes, and explosive discs. The names aptly describe the disc’s function. A rupture disc is a specially engineered metal or graphite disc that is manufactured with a specific rupture pressure. In a process pipe, the rupture disc is completely sealed and retains the pressure behind it, provided the rupture pressure is not exceeded. When the pressure is exceeded, the rupture disc bursts, releasing the pressure out of the system. Once the pressure has dropped back to the normal line, a new intact disc is installed.
Rupture discs can be equipped with sensors and/or gauges that indicate the disc’s rupture.
A rupture disc is usually installed in a separate holder. The holder is a good solution because the risk of changes in rupture pressure during installation or operation is significantly smaller.
A rupture disc can also be used together with a safety valve, in which case it protects the safety valve from, for example, an aggressive or corrosive medium.
An explosion panel works in a similar way, but they are typically used for structural explosion protection, for example in dust explosions.
Rupture Disc Selection
Rupture discs are especially significantly lighter than safety valves of equivalent size, particularly in larger dimensions.
When selecting and sizing a rupture disc, several factors must be considered. These include, for example, operating pressure, desired rupture pressure, whether the load is pulsating or steady, whether the disc needs to withstand vacuum conditions, whether disc fragmentation is acceptable, whether rupture information should be transmitted to the control room, liquid/gas applications, etc. Rupture discs come with different manufacturing and rupture tolerances, which are nowadays incorporated into the operating range tolerance (min./max.). Our sales team will size and select the appropriate, cost-effective rupture disc from ZOOK’s range on your behalf.
Material options include, for example, nickel, RST/HST, hastelloy, inconel, monel, tantalite, titanium, silver, gold, graphite, etc.
Media include, for example, steam, other gases, liquids, (liquid) nitrogen, oxygen, carbon dioxide, ozone, helium, fuels, cryogenic fluids, etc.
From ZOOK’s YouTube channel you can find a lot more material in English.
Sizes: DN 25-300 Operating pressure: max. 60 bar Compressed air: 3 bar…10 bar Operating temperatures: -196 °C…+400 °C Ambient temperature: -25°C…+80 °C Other names: emergency quick-closing valve, emergency shut-off valve, quick-action shut-off valve
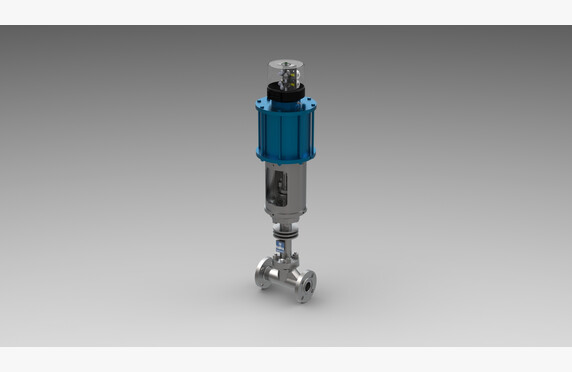
What is a quick-action shut-off valve?
A quick-closing valve – also known as an emergency quick-closing valve and emergency shut-off valve – is a device that closes a pipeline quickly and tightly in the event of a disturbance without external energy.
The typical applications of emergency quick-closing valves are fuel lines and other critical areas where it is essential to secure the process quickly and safely. In a disturbance situation, the line can be closed in less than a second, thereby protecting the entire system from damage and potential hazards. No electricity or compressed air is required for closing, as the closure is achieved by means of spring force.
All quick-closing valves are actuator-operated, meaning that their control can be performed remotely from the valve itself. The actuator closing mechanisms use a spring, and they are primarily operated by compressed air or electro-hydraulics.
We represent the German company KÜHMEÄ, whose comprehensive range includes emergency quick-closing valves approved in accordance with the EN 161, EN 16678 and EN 23553-1 standards.
Cryogenic quick-closing valves differ only slightly from conventional quick-closing valves. In a valve intended for cryogenic use, the extremely low temperature has been taken into account. The valve is delivered clean and dry. It comes with an extended stem, and the materials are selected for cold resistance. Thermal expansion has been considered in the design and dimensioning.
In our range, there is the KÜHME quick-closing valve KVL/PR-TT, which is specifically designed for cryogenic media (-196 °C). The valve achieves closure times of less than one second. If necessary, ATEX and SIL certifications are available for the emergency shut-off valve.
The valve opening can be adjusted to optimize the flow during startup.
The quick-closing valve complies with the requirements of the EN 1160 standard, which applies to equipment used with liquefied natural gas (LNG).
We assist in selecting and sizing the appropriate quick-closing valve according to the application.
Download brochures
Liquid Fuels
KÜHME KVII-F Double Block and Bleed Unit ofr Gaseous Media
What are the safety devices intended for cryogenic liquefied gases?
Cryogenic intermediates refer to substances that are colder than -90°C. In principle, the safety devices for these intermediates are similar to other pressure devices, but extremely cold conditions impose their own special features on these safety devices.
What is needed for the protection of a storage tank containing cryogenic media?
Our German representative Protego has its own comprehensive product range for these safety devices. The devices, which Protego generally refers to as tank valves.
Tank valves
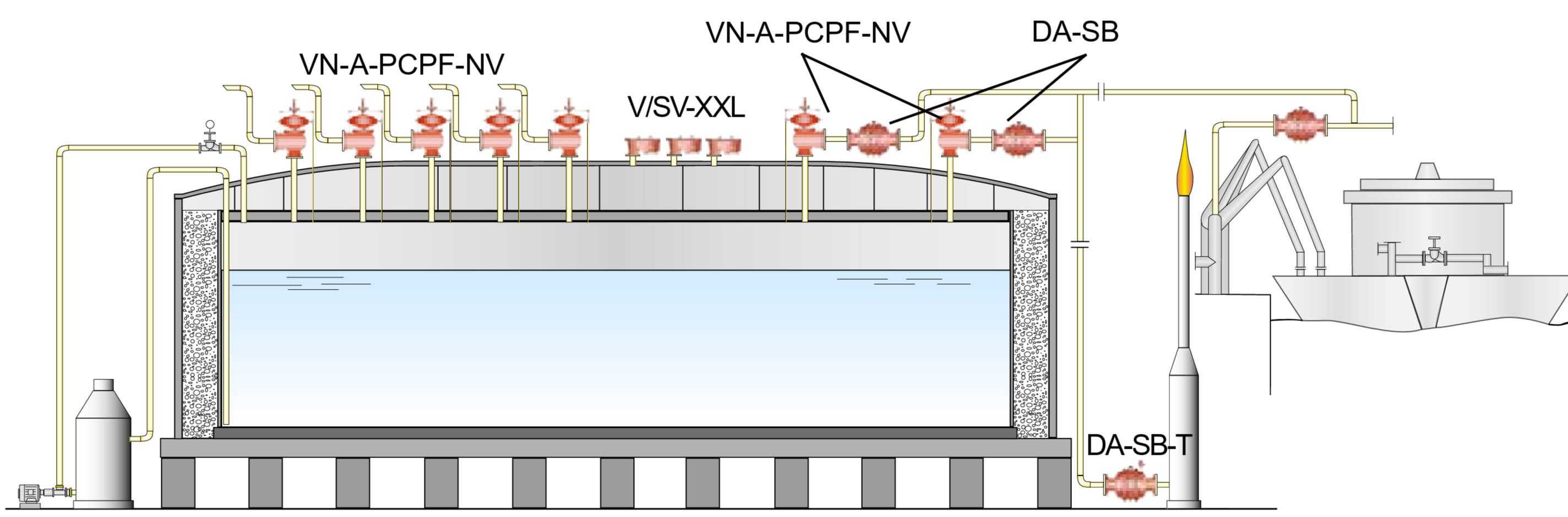
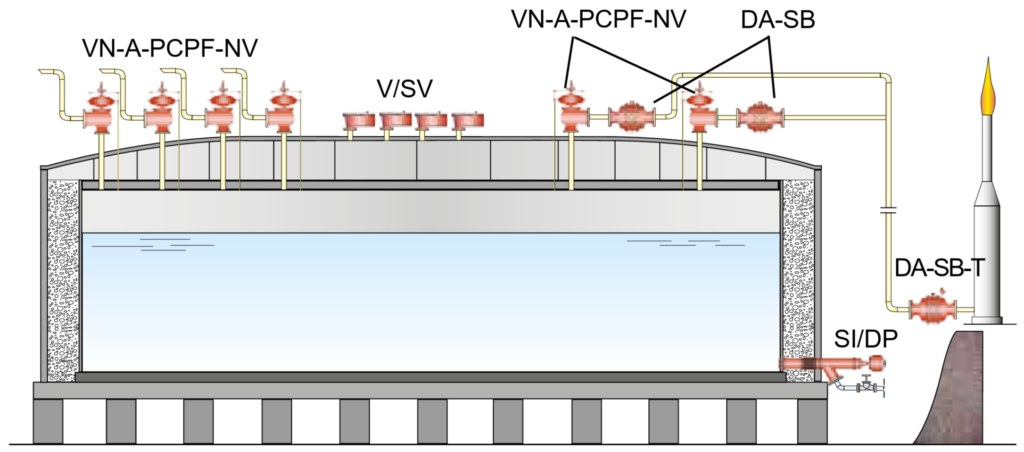
Illustration of safety devices for an ammonia storage tank.
In the picture, on both the left and right on top of the tank are pilot-operated over/under pressure valves VN-A-PCPF-NV. Pilot control prevents the valve from freezing.
Watch the operating principle of the valve in the video.
The over/under pressure valves on the right side of the tank are protected by a flame arrester (DA-SB).
On top of the tank, there is an emergency relief valve (V/SV), whose capacity is calculated for the scenario in which the tank would catch fire. At the bottom, the base safety valve (SI/DP) automatically closes the bottom valve if any damage occurs to the discharge line.
In addition, Protego manufactures internal safety valves for tanks. The PROTEGO SI/FI valve closes from inside the tank, so that no leakage occurs if the external shutdown mechanisms of the tank suffer damage. The valves can also be serviced, as only the mounting flange is welded to the tank. The external parts of the valve can be replaced without emptying the tank.
The design is slightly different depending on the liquefied gas (ammonia, ethylene, propylene, LNG) and additional information can be found in the PDF below.
We assist with the selection and sizing of safety devices according to the requirements of the application.
Other designations: Lockout, Tagout, Master lock, valve safety locks
What is a valve lockout system?
Work safety is fundamentally linked to the safe operation of processes. According to statistics, numerous industrial accidents are caused by so‐called human errors in operation. Either the wrong valve is operated, or it is assumed that the process valves are in a different position than they actually are.
To prevent such human operational errors, a program was developed in the United States by The Occupational Safety and Health Administration (OSHA) called The Control of Hazardous Energy Source Standard, which now serves as an international standard for managing accident risks. In Finland, the concept known as Lockout/Tagout has become a useful term, which simply means reliably disconnecting the energy supply (Lockout) and marking the disconnection (Tagout).
At its simplest, incorrect operation can be attempted to be prevented by a “do not turn” sign, or by tying something to the valve that obstructs, or at least slows down, operation—a rope or some other contraption. However, safety locking is only considered achieved when operation is prevented by some type of lock. On this site, we present various options for implementing safety locks, ranging from simple chain locks to advanced Interlock safety locks, which can also create sequential orders for operating multiple valves.
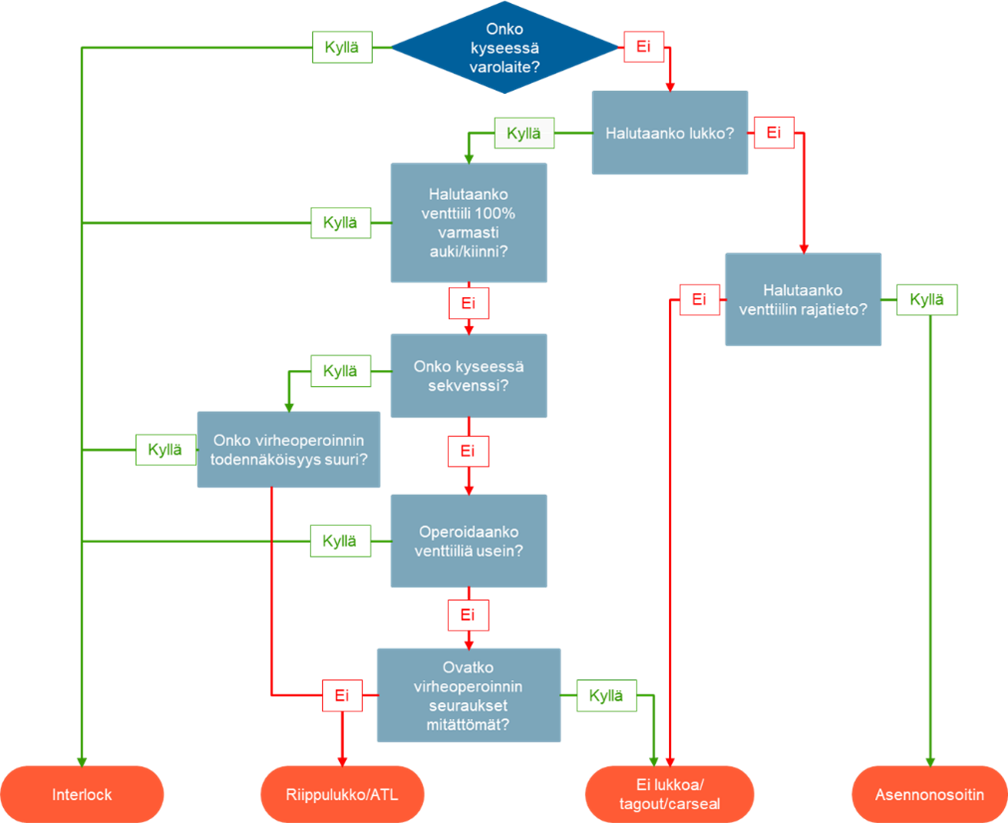
Selection of a valve lockout system
The following flowchart helps determine whether a lock is needed at all for the target, and if so, what kind. For example, if it concerns a safety device, such as a dual-redundant safety valve, Tukes has determined that a chain lock does not eliminate human operational errors, but that an Interlock sequence is required at the site. The same applies if it is important that the valve is definitely 100% open or closed after operation.
By “sequence” it is meant that several valves are operated in a planned order one after the other. In these cases as well, the Interlock safety lock eliminates “human errors”.
Various locking cable locks or protective covers that lock hand wheels are simple and cost-effective ways to perform valve LOTO (Lockout/Tagout) safety locking. Lockout/Tagout means reliably disconnecting the energy supply (Lockout) and marking the disconnection (Tagout).
From Cable Lock to Hand Wheel and Handle Protective Cover
A Lockout/Tagout (LOTO) lock can be created by tying the valve’s hand wheel with a cable so that its operation becomes impossible. At its simplest, it can be implemented using CarSeal straps designed for industrial use, which operate on the principle of a cable tie and are therefore disposable.
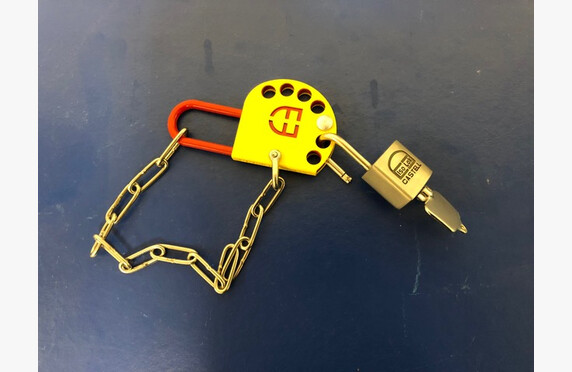
A more advanced version is various cable locks that are secured with a mechanical key lock. The cables can be either fixed-length or adjustable. Multiple locks can be attached to a single cable, which can, for example, be color-coded to ensure that the lock is secured by two or more persons. The keys can be personalized so that a particular department or even an individual has their own lock, with which they lock and are the only one who can remove it.
The possibilities for key codings are unlimited.
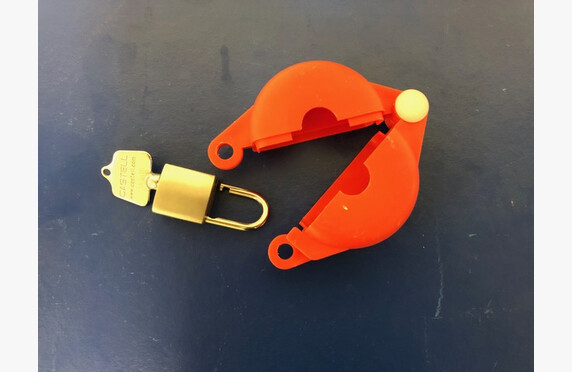
Another option for performing the lock is to prevent the valve operation by protecting and mechanically locking the hand wheel or handle with a protective cover. In this case, the key system works the same as in chain locks.
Not only valves, but various other targets, such as electrical systems, can be locked with mechanical locks.
For managing keys and locks, our software offers various storage cabinets. An essential part of the LOTO system is the marking (Tagout) that must be performed in connection with the locks (Lockout), so that incoming personnel observe and understand that a part of the process has been intentionally isolated from normal operation.
These marking supplies are also available in our product range.
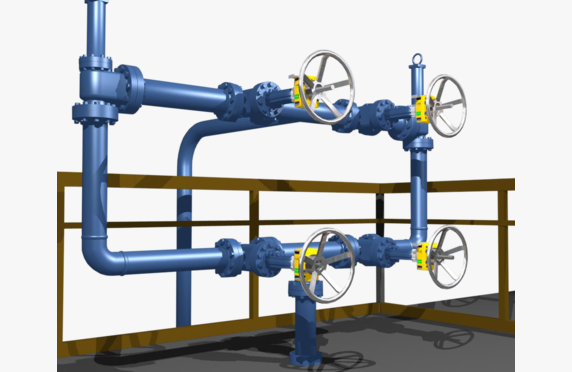
Valve interlocks
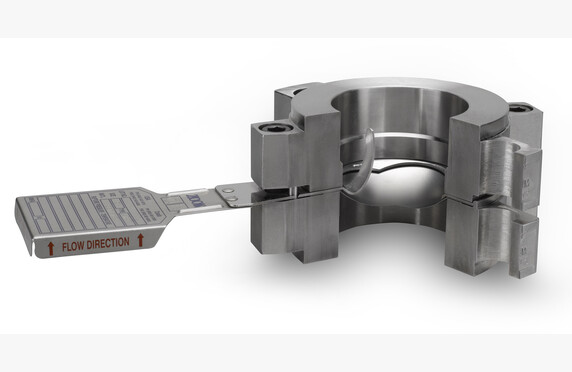
A more advanced method to lock a valve is the interlock. It eliminates the risks of manual operation by enforcing a pre-planned operational order, thereby ensuring the safety of both the process and the worker. The manufacturing of Interlock safety locks is handled by process safety equipment manufacturer Sofis.
How does the interlock work?
In a safety lock, a locking device is installed over either an existing or a new valve, which operates with a separate key. The key is typically stored in a dedicated key cabinet in the production facility’s control room. Without the key, the safety lock cannot be operated.
The keys for safety locks are typically marked with both text identifiers and color codes. The color code provides an at-a-glance indication of whether the valves in the process are in their default or abnormal positions.
It is even possible to automate the key management system. This is explained in more detail in our blog post.
See the operation of the locking device and an example of color coding in this video.
System locking options – sequences
Operations in processes often require that multiple valves be operated consecutively. In such situations, the strengths of interlock safety locks come to the forefront. It should be noted that, for example, TUKES has begun to require that in tanks with several safety valves, it must be ensured that not all backup devices are accidentally closed at the same time. This assurance is easily achieved with an Interlock locking system.
See a sequence example in the video.
Installation on existing valves
The Interlock safety lock is suitable for all valve models – including actuator-controlled valves – and for all nominal sizes. It is also easy to install retroactively. In such cases, our installers will measure the end-to-end dimensions of the old valve, upon which the factory manufactures an adapter piece to be placed between the locking device and the valve. Our installation team has undergone official factory training, so the installation and adjustment of safety locks is handled with ease.
We have also held a webinar on interlock safety locks, which you can watch below.
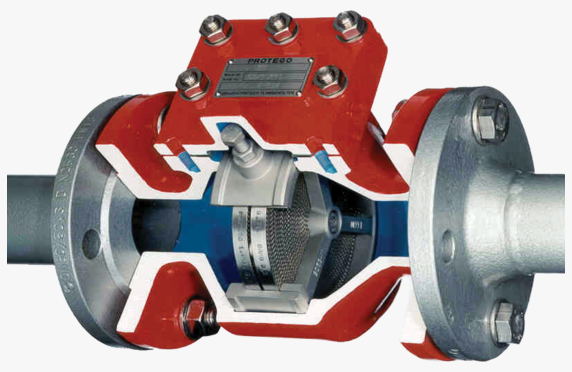
A flame arrester (eng. flame arrester) itself cannot prevent ignition from occurring, but when properly selected and installed, it can prevent the flame from entering parts of the piping where it is not wanted. The device’s nickname, flame trap, is quite descriptive.
Gases are the typical medium for a flame arrester, as they are not intended for liquids. Although an ignition-sensitive liquid may be present in the process, the flame arrester itself is installed in a location where the liquid has vaporized.
Functionally, a flame arrester works like a reverse heat exchanger – it absorbs the energy required for combustion from the flame (see combustion) while continuously permitting the gas flow.
In our customer magazine Welldone 1-2020 we discuss different types of flame arresters and the factors influencing their selection.
This video also summarizes the different types of flame arresters.
Selecting a Flame Arrester
We assist in selecting a flame arrester that meets the requirements of the application. We emphasize technical arguments in choosing flame arresters. It is important to understand the process, identify potential ignition sources, recognize the process gases and their explosion classes that are prone to ignition, and install properly sized and appropriately selected flame arresters in the correct locations. Keep in mind that if the flame arrester does not stop the flame, it is essentially useless and only creates a false sense of security. Conversely, an overly dense flame arrester produces an unnecessarily high pressure drop on the normal gas flow, even though it stops the flame.
Related to this topic is our video on deflagration flame arresters with detonation flames. On one hand, it shows how a flame passes through a wrongly selected flame arrester, but on the other, it gives an idea of the flame’s power.
A summary regarding the selection can be read in our blog Selecting a Flame Arrester. The blog also explains the concepts of deflagration and detonation, which are essential for choosing a flame arrester.
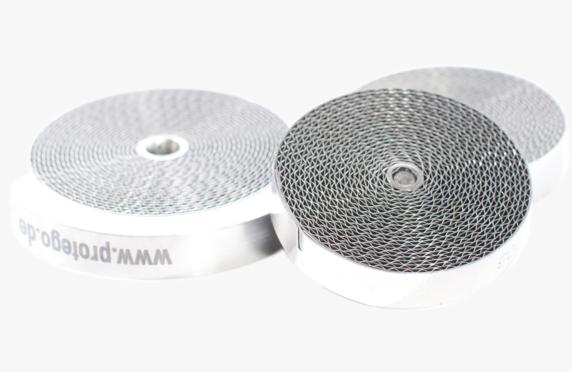
Maintainability as a Selection Argument
The flame arresting element itself functions much like a dense sieve and, depending on the purity of the process medium, can become contaminated and clogged rather quickly. This is explained further in this video.
Our service team is happy to assist with the cleaning of flame arresters as well as provide consulting and planning for an appropriate maintenance interval.
Similarly, our sales team offers design support for device selection. The German company Protego, which we represent, is a well-respected device manufacturer focused specifically on producing flame arresters and breathing valves for tanks. Their strength lies in product development and equipment testing. The devices do not need to be modeled, as actual process media, flows, and pressures can be used for testing in the factory’s test areas. In safety-approved testing conditions, it is acceptable to push the limits. We are happy to arrange familiarization trips to Protego’s factory in Braunschweig, Germany, for our customers.
Well, it didn’t work. This brings us to the over-/underpressure valves of tanks, i.e. the breathing valves of large tank containers. If we have a flammable gas mixture, the risk analysis must take into account that it can ignite and, as the video above on an overpressure valve functioning as a flame arrester shows, the valve itself does not prevent the flame from entering the tank.
For this purpose, Protego offers a wide range of over-/underpressure valves integrated with flame arresters.
There are also special models for extremely cold and viscous conditions, such as a diaphragm-type over-/underpressure valve for tank containers with flame arrester functionality.
A comprehensive information package on flame arresters is available from our recorded webinar.
Download Brochures
PROTEGO Pressure-Vacuum Relief Valves with Flame Arrester
The pressure and vacuum relief valve equalizes the pressure fluctuations occurring in the process. The process is designed to operate within certain limits, and if these are exceeded, the function of the overpressure valve is to release the excess pressure, and similarly the function of the underpressure valve is to relieve vacuum by introducing air at normal pressure into the process. The overpressure valve operates like a safety valve (link to safety page), but it is presented separately because, when an over- or underpressure valve is installed as the tank breathing valve, the set pressures are very low, and therefore the valve’s design differs greatly from that of a conventional safety valve.
At the end of the page, we present our underpressure valve solution separately.
Tank vent valves, also known as breathing valves
Inside large terminal tanks there is a continuous rise and fall in pressure as a result of changes in the outdoor temperature. The same occurs when tanks are being loaded or unloaded. These pressure fluctuations are equalized by what are called breathing valves or over- and underpressure valves, whose set pressures are typically only a few tens of millibars.
Various large tanks could be built so robustly that they would withstand, for example, the temperature fluctuations caused by changes in outdoor air as well as the pressure fluctuations generated during pumping and loading phases, but that is not economically justified. It is more cost-effective to install an over-/underpressure valve, i.e. a breathing valve, on top of the tank.
Breathing valves can be installed on top of the tank, allowing it to breathe ambient air and also draw in makeup air or line air, whereby the outlet gases are routed, for example, to a collection tank.
The valves can be arranged to have a complete vapor barrier so that, for example, the outlet gases from sulfur or bitumen tanks do not disturb the valve diaphragm but are expelled as gas.
Selection of the tank vent valve
We want to highlight three arguments when a purchasing decision is being made.
The first is tightness.
This is important because the tank contains intermediates that are harmful to the environment and, moreover, are valuable. The video below concretely demonstrates the significance of tightness.
The second competitive advantage in the PROTEGO range is the high-rise diaphragm construction, which allows the valve to be set to open only 10% before it must be fully open. In this respect, the breathing valve differs from a safety valve, meaning that for tanks’ over-/underpressure valves operating at low pressures, it is important that the valve is 100% open at the design pressure. The set pressure is then calculated retroactively from this.
In so-called traditional models, the valve begins to open 40% (or in certain models 100%) before reaching full open position. Thus, when the conventional valve starts venting gases to the outdoor air, the high-rise construction of the PROTEGO valve keeps it closed. For example, when using nitrogen, it is important that expensive nitrogen gas is not unnecessarily vented to the outside.
Among other things, we demonstrate this feature in the video below.
Ease of Maintenance as the Third Purchasing Criterion
When it comes to a tank safety device, it is important that the equipment is also well maintained. Almost every year in Finland there are unfortunate news stories about tanks that have failed because, for example, the retaining bow had become adhesively stuck to the seat.
Similarly, our sales team assists with equipment selection. In the case of breathing valves, not only is proper sizing extremely important, but also the choice of equipment. The PROTEGO range is extensive and includes solutions for, among other things, cryogenic and extremely cold intermediates.
Likewise, for sticky intermediates such as styrene, there are dedicated solutions.
And naturally, references from Finland can be found for all of these.
Interested? We are happy to provide additional information and complimentary small-scale training via the Teams application.
Underpressure Valves
Over- and underpressure can occur in any process, and depending on the process parameters, different protective measures can be taken. A safety valve (link to safety page) can be installed on the line, or an overpressure can be controlled by a self-acting pressure hold valve (link to pressure hold valve page).
An underpressure situation in the process can occur, for example, in oversized heat exchangers when steam condenses rapidly, and at the same time a possibly oversized control valve closes completely. When the natural pressure difference in the system becomes negative, it is exposed to water hammer when condensate removal stops. In some cases, a vacuum protection may function as a problem solver in such situations.
In this case, the underpressure valve can be spring-loaded, so that the valve opens when the vacuum exceeds a predetermined limit, allowing makeup air into the device.